公司名称:广州万佳机械有限公司
网站网址:www.wanjiajx.cn
公司地址 :广州市白云龙归北太路12号
公司电话 :13632201190
公司邮箱 :841802221@qq.com
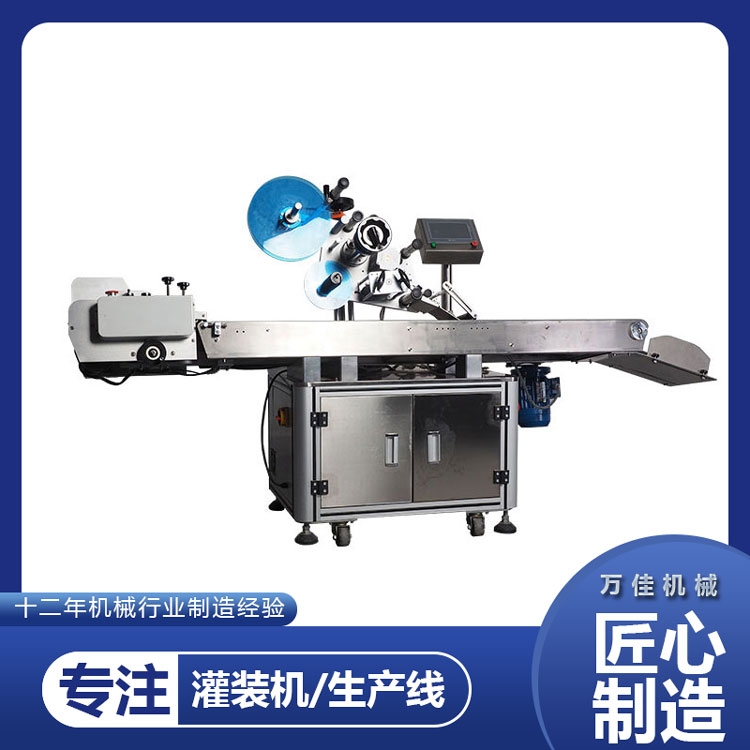
全自动贴标机普遍的常见故障有什么
标识盒的调整:标盒中线,标站管理中心轴与不干胶贴纸相交,标板管理中心轴三点成一线,调节标板与不干胶贴纸相交(0间距),再将标盒移近毫米~2毫米就可以。标纸在标盒与两侧装饰条的空隙应在0.8毫米-毫米中间,空隙很大导致标纸在标盒内挪动,出現斜标,空隙很小会导致推标受阻。标盒抓标钩部位的调整:左右、上下的抓标钩在同一竖直平面图上而且匀称费劲于标纸,则可成功抓标。标识提供滚轴的调整:在沒有标识的情况下,标识销钉可以压到标识盒的最前端开发而且配有标识时,标识钩指周边的标识不可以被压烂。

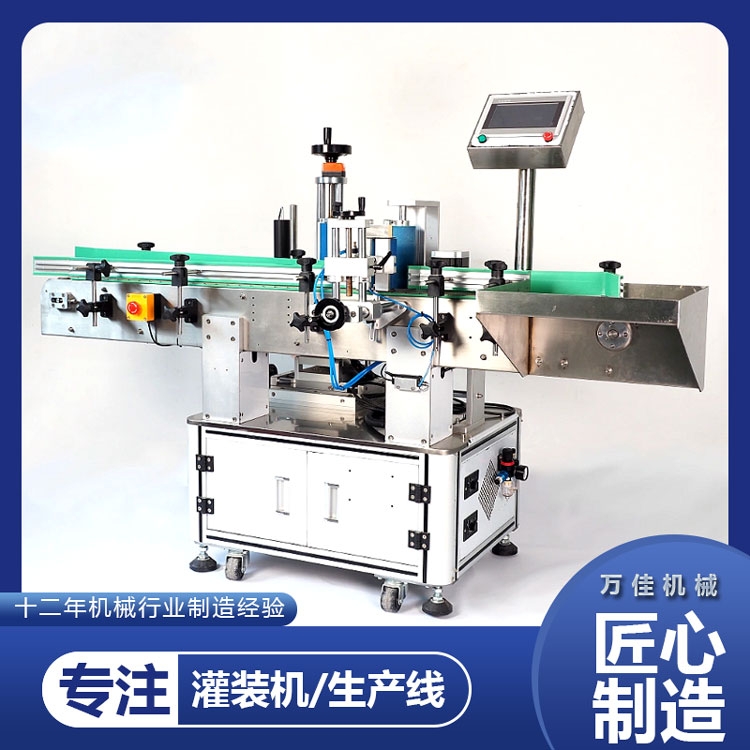
2.压刷设备的调节:标刷的管理中心对正标识而且两侧对称性。标刷垂直平分器皿表层。压刷狂扫器皿的重合空隙为:单独压刷为11mm~15mm,组成压刷为5毫米~11mm。清刷洗间距海棉的部位为毫米~2毫米。压瓶头的调整。压瓶头在沒有玻璃瓶时要比有玻璃瓶时低20毫米。
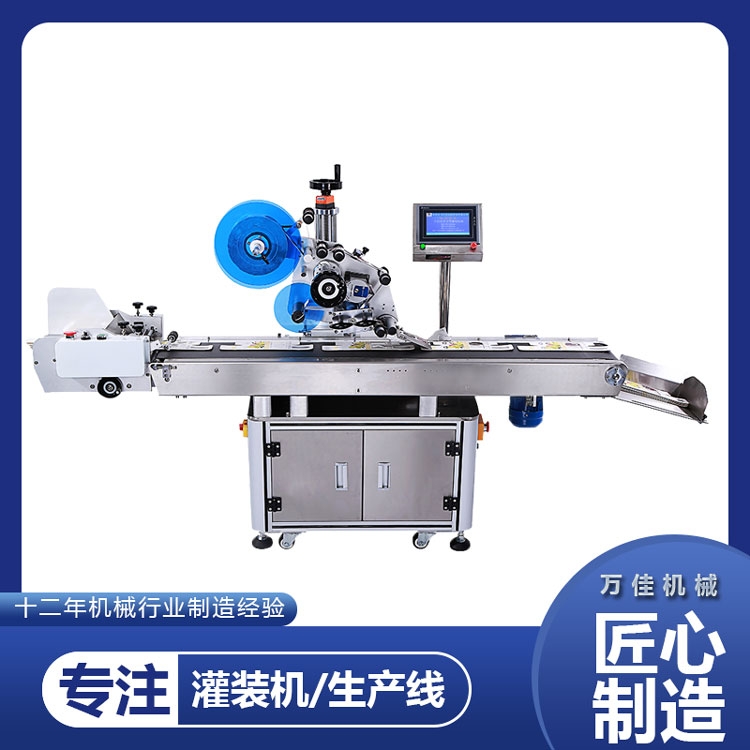
3.标站的调节:刮橡胶板与胶棍的调节:刮橡胶板与胶棍在全部长短内不可以出現空隙,如果有空隙能够 根据调节轴力地脚螺栓来调节刮橡胶板。胶棍与标板的调整:标板与胶棍中间仅仅互相触碰而沒有一切工作压力。空隙过大,标板上胶太多,导致甩胶。空隙过小,触碰过紧,会将强力胶挤走,标板半侧沒有强力胶。实践经验,标板与胶棍空隙在0.毫米~0.2毫米中间为良好。能够 根据调节胶棍下边的带座轴承来完成,必需时对胶棍上端的滚动轴承开展调整。